The production of refrigerated truck body is a complex process involving material science, structural design, thermal insulation technology and refrigeration system integration. The following is a detailed analysis of the production process, combining the industry’s general technology and customized technology to unravel the mystery of refrigerated truck body production.

Insulation Box Body Structure, Composition
The insulated box body of refrigerated truck is mainly composed of compartment plate, door plate, door frame and various accessories. In order to assemble the reinforcement, the box panel is pre-buried: aluminum tube, wood or fiberglass composite material, etc..
Box Panel
The box panel includes top panel, bottom panel, side panel, front panel and door panel, etc., all of which are made of heat-insulating fiberglass foam sandwich panels. The compartment plate plays a decisive role in the thermal insulation performance of refrigerated trucks, which is usually made of fiberglass reinforced plastic, adiabatic materials, profiles, plywood and other materials, and the connecting parts of the plate and boards are pre-buried with reinforcing materials and so on.
Insulation Materials
At present, the market more widely used insulation materials are mainly expanded polystyrene (EPS), rigid polyurethane (PU) and extruded polystyrene insulation board (XPS) three. Three types of materials, rigid polyurethane thermal conductivity coefficient is the lowest, is the most common refrigerated truck industry; XPS material thermal conductivity coefficient is second only to rigid polyurethane, but because of its low temperature stability superior, moderate density and price is relatively low, is the future direction of the field of refrigerated truck thermal insulation material development.
| Material Name | Characteristics |
| Expanded Polystyrene (EPS) | Low cost, but average insulation performance, prone to aging. |
| Rigid Polyurethane (PU) | Low thermal conductivity (0.022 W/(m·K)), excellent insulation performance. |
| Extruded Polystyrene (XPS) | Good low-temperature stability, moderate density, economical price. |
Traditional Manufacturing Processes and Issues
Metal skin + foam
This product is easy to form a large number of cold bridges due to the presence of a large number of metal materials on the truck body; on the other hand, it is not easy to find the defects injected into the foam insulation layer, and it is not easy to guarantee the internal quality; furthermore, since the foam material is used both as an insulation material and as a binder, it is easy to produce defects such as poor bonding and other defects, with unsatisfactory heat preservation effects and a high thermal leakage rate (coefficient of thermal conductivity).
Integral injection foam glass fiber structure
This product is light in weight, the heat leakage rate (thermal conductivity) is reduced, the heat preservation effect is better, but there are defects such as the bonding is not firm, and the outer skin of the compartment is easy to be cooed and bubbled.
Fully enclosed polyurethane panel bonded FRP structure
This product is light in weight, with low heat leakage rate (thermal conductivity) and the best thermal insulation effect. Unsaturated polyester resin is used as the binder, another mat layer is added, and polyurethane rigid foam is used as the insulation material, which has low thermal conductivity and high strength. Board bonding with high strength, high sealing adhesive, forming a whole. The only drawback is that the loss of polyurethane after cutting is relatively large, so the material cost is high.
Modern Production Process and Benefits
For example, industry leader CarbodyGroup’s process for manufacturing refrigerated van bodies is as follows:

Design and planning
Determine complete vehicle dimensions and compartment dimensions according to customer requirements and chassis specifications. 3D modeling using CAD software to optimize the structural design and perform virtual assembly and performance simulation (e.g. heat transfer, airflow field simulation).
Materials and Composite Processes
FRP is a composite material. Its matrix is a polymeric organic resin reinforced with glass fibers or other fabrics. It is so named because it is as transparent or translucent as glass and as strong as steel.
Advantages of FRP: FRP has low density and high strength, stronger than steel and lighter than aluminum. Its specific gravity is only 1/4-1/16 of ordinary steel, and the mechanical strength is 3-4 times that of steel; FRP has instant high temperature resistant qualities; good resistance to acid and alkali corrosion, non-magnetic.
The key to polyurethane is a linear structure with thermoplasticity, better stability, chemical resistance, resilience and mechanical properties than PVC foam, compression variability is smaller. It also has good heat insulation, sound insulation, shock resistance and virus resistance. Therefore, it can be good heat insulation and thermal insulation goods as heat insulation material.
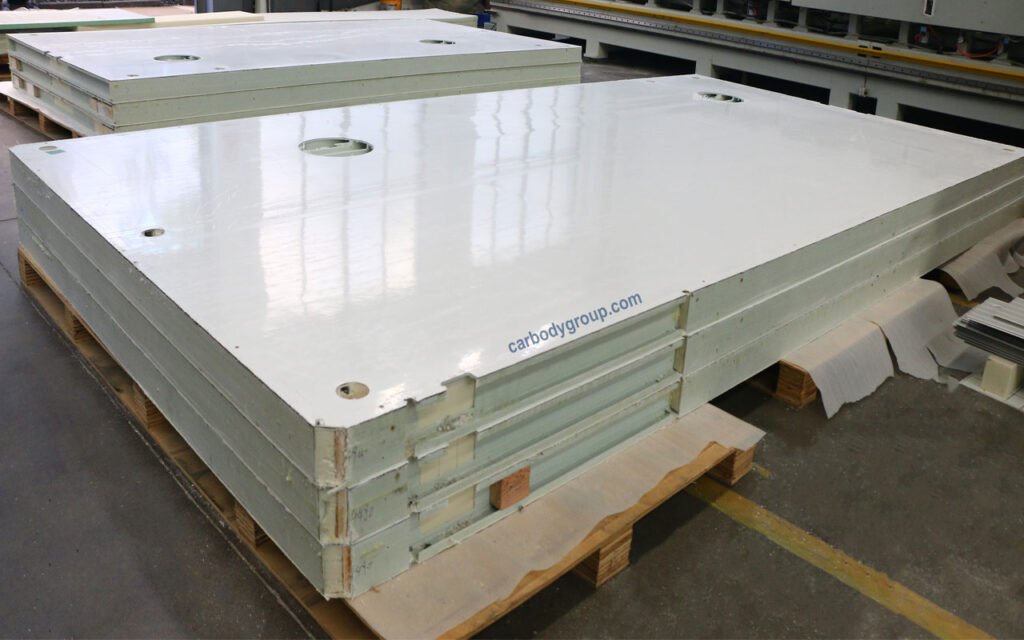
Sandwich structure optimization
Each sandwich panel contains four layers of composite structure:
Outer layer: thickness 0.3-1.5mm, gel-coated fiberglass reinforced plastic (FRP), with anti-UV coating added to the surface, weather resistance increased by more than 50%, smooth and wear-resistant appearance and easy to clean.
Core layer: thickness 10-150mm, polyurethane (PU) foam density of 40-60kg/m³, closed cell rate >90%, thermal conductivity as low as 0.022 W/(m-K); XPS through continuous extrusion process to achieve a uniform bubble structure.
Inner layer: 1. Food grade 304 stainless steel or antibacterial FRP, FDA compliant to prevent cargo contamination; 2. CFRT (Continuous Fiber Reinforced Thermoplastic), with better impact resistance than traditional FRP, 25% higher tensile strength and lower cost.
Reinforced structure: embedded with waterproof wood, aluminum, fiberglass polyurethane square bar, or FRP tubes to provide longitudinal strength and improve waterproof performance.
Vacuum introduction molding technology
The multi-layer vacuum negative pressure machine is used to uniformly penetrate the resin into the reinforcing fibers, reducing bubble defects and increasing the interlayer shear strength by 30%.
Customized production
Sandwich panels are precisely cut by CNC machine tools (±0.5mm tolerance), the maximum single piece size can reach 12m x 2.8m, adapting to the needs of different models.
Metal Parts Manufacturing
Factory-synchronized production of ancillary components includes:
- Supporting structures: subframes made of galvanized steel (30% better corrosion resistance) or aluminum alloy (20% weight reduction);
- Functional accessories: door frame (double seal design), door locking system, cargo track (cargo lashing attachment);
- Cooling unit: independent or integrated cooling unit (adjustable from -25℃ to +25℃) according to the temperature control requirements.
CKD/SKD Kit System
All components are shipped to the destination in CKD (completely knocked down) form.

Prefabricated components
- Top/Side/Bottom Plates: Pre-bent aluminum alloy profiles at the edges, with pre-drilled bolt holes.
- Corner connectors: high pressure die cast aluminum parts, tensile strength ≥200MPa, built-in rubber shock absorbing pads.
Quick assembly
- Use pneumatic torque wrench to tighten M10 high-strength stainless steel bolts, with polysulfide sealant to fill the gap.
- The door frame is positioned by laser calibration, and the compression of the sealing strip is controlled at 25%-30% to ensure airtightness up to EN12642 CL standard.
- The body of the medium box can be completed in 2 hours by 3 operators.
Sandwich panel splicing
Use structural adhesive and bolts to seamlessly join the side panels, top panel and floor; double fastening process (replaces 80% of welding process);
After the compartment splicing is completed, then install the accessories in turn: lock handle door buckle, compartment body around the profile, door rubber sealing strip, strip wrapping edge protection corner, compartment in the LED lights, collision block reflective panels, brand logo paste and other details, the front side of the completion of the installation steps, and then carry out the whole car beauty cleanup, will be lifted the body and installed on the chassis, the last and most important step in the whole car associated with the performance test, the whole car body is now complete.
Customized design (optional)
Reefer truck body can be customized according to customer’s needs:
- Size customization: length 8-24 feet adjustable
- Layout: optimize cargo space utilization
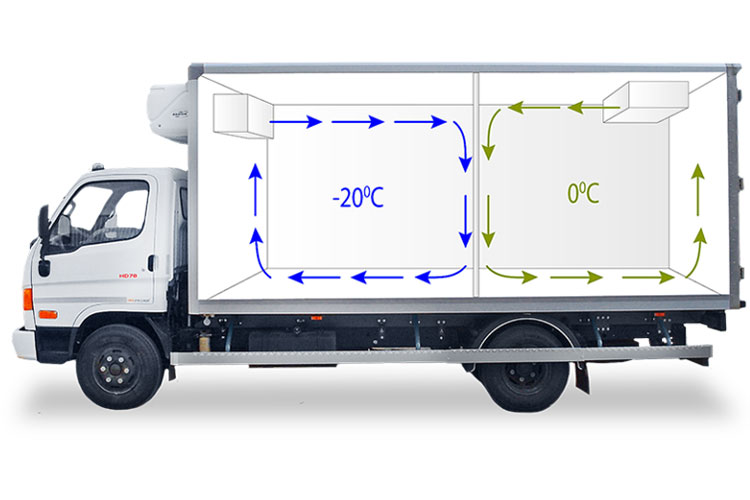
- Temperature zone division: support multi-temperature layer separation (e.g. freezing + refrigerating independent cabin)
- Appearance design: custom colors, corporate logos, etc.
Through the modularization process (CKD/SKD mode), the production efficiency is 60% higher than the traditional welding process, and the cost per unit is 35% lower. The MTBF (Mean Time Between Failure) of cold chain equipment can reach 5000 hours.
Temperature control optimization
Thermal bridge blocking:
Finite Element Analysis (FEA) software is used to create a 3D heat conduction model, focusing on optimizing the structural layout of thermal bridge nodes such as box corners, door frames, etc., with a heat transfer coefficient K value of ≤0.4W/(m²-K).
The base of the refrigeration unit is installed with vibration isolation bracket to reduce the loss of cold transmission.
Airflow optimization
CFD air flow field simulation to optimize the evaporator air outlet angle and internal deflector layout to ensure temperature fluctuation ≤±0.5℃ and temperature difference gradient ≤2℃/m³.
T-type floor air guide groove + top double air duct design.
Quality verification system
Refrigerated boxes are required to pass a number of tests, including:
| Test Items | Standard Method | Performance Requirements |
| Thermal Insulation | ISO 1496-2 | K-value ≤0.4 W/(m²·K) |
| Air Tightness | EN 13698-1 | Leakage Rate <3 m³/(h·m²) |
| Load-Bearing Strength | EN 12642 XL | Sidewall Pressure ≥10 kPa |
| Corrosion Resistance | ASTM B117 Salt Spray Test | No blistering or peeling after 1000 hours |
Refrigeration unit installation
Cold machine professionals install the compressor, evaporator and condenser of the refrigeration unit, while the cold test is repeated afterwards. After the test, if the compressor runs stably and the unit cools at a normal rate, it is handed over to the user.

Technical Advantages
- Lightweight: CFRT+XPS sandwich panels reduce weight by more than 30% compared to all-metal construction;
- Corrosion Resistance: FRP outer layer resists moisture and salt spray environments, extending service life;
- Low maintenance costs: Easy to repair and clean.
Best Refrigerated Truck OEM Manufacturer
Carbodygroup is the world’s leading expert in the manufacture of refrigerated truck bodies. We have world-class manufacturing facilities to meet the demands of high volume, high precision production. We provide the most innovative body designs for global reefer manufacturers.
We provide prefabricated CKD/SKD vehicle kits, 100% customized production. We are the best refrigerated truck OEM manufacturer.
If you need customized multi-temperature refrigerated trucks, refrigerated trailers, insulated refrigerated trucks, freezer trucks, please contact our engineering team for the best customized solutions.